The Operation Process Chart
- The Operation Process Chart shows the chronological sequence of all operations, inspections, time allocations, and materials used in a manufacture, from the arrival of raw material to the packaging of the finished product.
- The chart shows the input of all components and subassemblies to the main assembly.
- Two symbols are used to construct the chart of the trading process: a small circle denotes a trade, and a small square denotes an inspection.

Flow Process Chart
- In general, the flow process chart contains considerably more detail than the operation process diagram.
- The process flowchart is especially valuable in recording hidden non-production costs (activities that do not add value), such as distances, runs, delays, and temporary storage.
- Once these periods of non-production are highlighted, analysts can take steps to minimize them and, therefore, their costs.

Time Standards
- Time standards can be determined by estimates, historical records, and work measurement procedures.
- Any of the work measurement techniques—stopwatch, predetermined time systems (MTM, MOST, MODAPTS), standard data, time formulas, or work sampling studies—represents an acceptable way to set fair production standards.
- All these techniques are based on establishing a real-time standard allowed to perform a given task, with due consideration for fatigue and unavoidable delays.
Recommendations Before the Study:
- The method must be standardized for the work before the study.
- If there is a union, the analyst must inform the union delegate, the supervisor of the department and the operator that the work is going to be studied. Each of these parties can then take the necessary steps to allow for a coordinated and smooth study.
- The supervisor should check the method to ensure that speeds, cutting tools, lubricants, etc. are according to the standard practice
- The analyst should answer any pertinent questions posed by the operator
Time Study Form & Calculations:
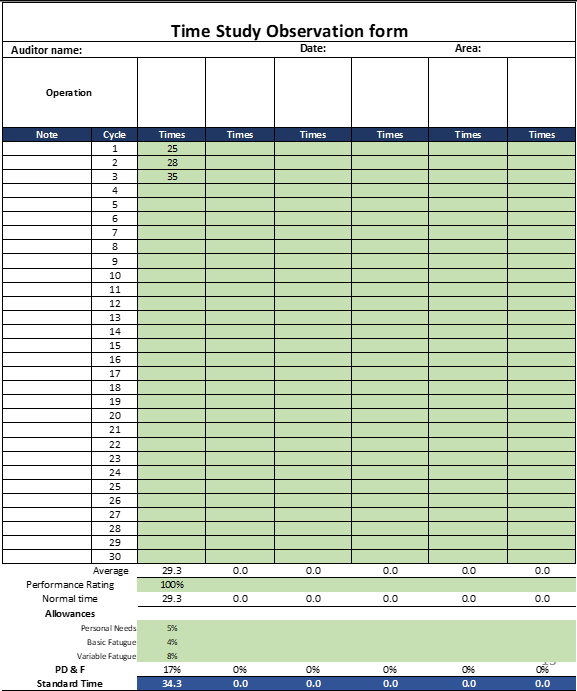
Elements of the Time Study
- Choose the Operator
- The first step in starting a time study is to select the operator. In general, an operator who is average
or somewhat above average in performance gives a more satisfactory study
than a low-skilled or highly superior operator. The average operator usually performs
the work consistently and systematically. - Talk to the operator about the purpose of the time taking, if you do not do it, he will speed up the pace when he sees you with the stopwatch at a pace that he may not be able to maintain throughout the working day. The analyst should approach the operator in a friendly manner and demonstrate an understanding of the operation to be studied. The operator should have the opportunity to ask questions about the timing technique, method of rating, and application of allowances.
- The first step in starting a time study is to select the operator. In general, an operator who is average
- Determine Sample Size

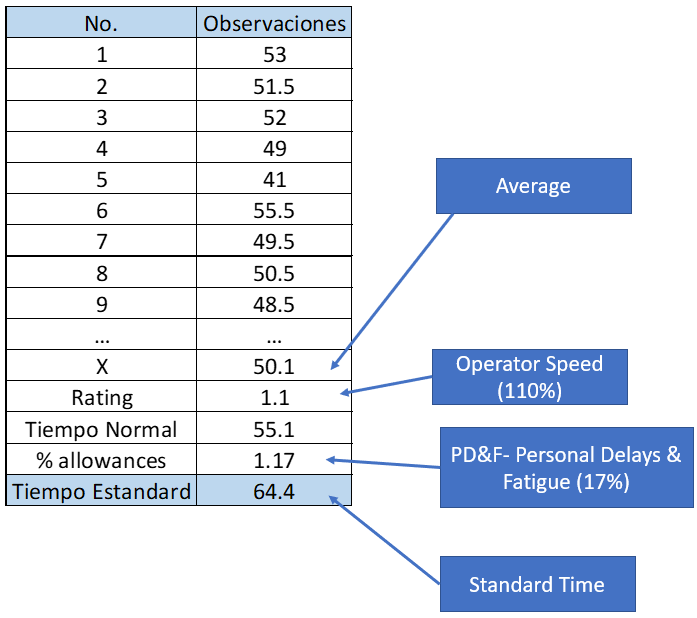
3. Rating Operator Performance
- In the operator performance rating, the analysts first evaluate performance to determine whether it is above or below normal. They then try to locate the performance in the precise position on the rating scale that correctly assesses the numerical difference between the standard and the demonstrated performance.
- Therefore, 100 percent is usually considered normal. A rating of 110 percent indicates that the operator was operating at a speed 10 percent above normal, and a rating of 90 percent means that the operator was working at a speed of 90 percent of normal.

4. Allowances
a. Personal Needs:
Personal needs include those necessary to maintain the employee's overall well-being; Examples are trips to the drinking fountain and the bathroom.
General working conditions and the type of work influence the time needed for personal delays. For example, working conditions involving heavy work performed at high temperatures, such as that performed in a hot forging shop, would require greater allowance for personal needs than light work performed in a comfortable temperature area.
Production controls have shown that a 5 percent allowance for personal time expenses, or approximately 24 min in 8 h, is appropriate for typical shop work
b. Basic Fatigue:
Basic fatigue tolerance is a constant to account for the energy expended to perform the job and relieve monotony. A value of 4 percent of the normal time is considered adequate for an operator who is doing light work, while sitting, in good working conditions, without special demands. Between the 5 percent allowance for personal needs and 4 percent for basic fatigue, most operators receive an initial constant allowance of 9 percent, to which other bonuses can be added, if needed.
c. Variable allowances (Fatigue)
The main factors that affect fatigue include working conditions, especially noise, heat, and humidity; the nature of the work, such as posture, muscular effort and tedium; and the worker's overall health.
Although heavy manual labor, and therefore muscle fatigue, is declining in industry, due to mechanization, other components of fatigue, such as mental stress and boredom, may be increasing.

Create Your Own Website With Webador